Nú á dögum eru hágæða Q235 stálspólur vinsælasta efnið fyrirsólar götustaurarÞar sem sólarljós á götum verða fyrir áhrifum af vindi, sól og rigningu, er endingartími þeirra háður tæringarþoli þeirra. Stálið er yfirleitt galvaniserað til að bæta þetta.
Það eru tvær gerðir af sinkhúðun: heitgalvanisering og kaldgalvanisering. Vegna þess aðheitgalvaniseruðu stálstöngunumÞar sem þær eru meira tæringarþolnar ráðleggjum við venjulega að kaupa þær. Hver er munurinn á heitgalvaniseruðu og kaldgalvaniseruðu og hvers vegna hafa heitgalvaniseruðu staura betri tæringarþol? Við skulum skoða Tianxiang, fræga kínverska verksmiðju fyrir götustaura.
I. Skilgreiningar á þessu tvennu
1) Kalt galvanisering (einnig kallað rafgalvanisering): Eftir fituhreinsun og súrsun er stálið sett í sinksaltlausn. Lausnin er tengd við neikvæða rafskaut rafgreiningarbúnaðarins og sinkplata er sett á móti, tengd við jákvæða rafskautið. Þegar kveikt er á, þegar straumurinn færist í stefnu frá jákvæða til neikvæða rafskautsins, myndast einsleitt, þétt og vel bundið sinklag á yfirborði stálpípunnar.
2) Heitgalvanisering: Yfirborð stálsins er sökkt í bráðið sink eftir hreinsun og virkjun. Lag af málmkenndu sinki myndast á yfirborði stálsins vegna efnafræðilegra viðbragða milli járns og sinks á snertifletinum. Þessi aðferð, samanborið við kalda galvaniseringu, framleiðir sterkari tengingu milli húðunarinnar og undirlagsins, sem bætir þéttleika húðunarinnar, endingu, viðhaldsfría notkun og hagkvæmni.
II. Munurinn á þessu tvennu
1) Vinnsluaðferð: Nöfnin gera muninn ljósan. Sink sem fæst við stofuhita er notað í kaldgalvaniseruðum stálpípum, en sink sem fæst við 450°C til 480°C er notað í heitgalvaniserun.
2) Þykkt húðunar: Þótt kaltdýfð galvanisering gefi venjulega aðeins 3–5 μm þykkt húðunar, sem gerir vinnsluna mun einfaldari, hefur hún lélega tæringarþol. Aftur á móti býður heitdýfð galvanisering yfirleitt upp á 10 μm þykkt húðunar eða meira, sem er nokkrum tugum sinnum meira tæringarþol en kaltdýfð galvaniseruð ljósastaura.
3) Uppbygging húðunar: Í heitdýfðri galvaniseringu eru húðunin og undirlagið aðskilin með tiltölulega brothættu efnasambandslagi. Hins vegar, þar sem húðunin er eingöngu úr sinki, sem leiðir til einsleitrar húðunar með fáum svigrúmum, sem gerir hana minna viðkvæma fyrir tæringu, hefur þetta lítil áhrif á tæringarþol hennar. Aftur á móti notar kaldhúðun húðun úr sinkatómum og líkamlegt viðloðunarferli með fjölmörgum svigrúmum, sem gerir hana viðkvæma fyrir umhverfistæringu.
4) Verðmunur: Framleiðsla á heitgalvaniseringu er erfiðari og flóknari. Þess vegna nota minni fyrirtæki með eldri búnað yfirleitt kaldgalvaniseringu, sem leiðir til mun lægri kostnaðar. Stærri og rótgrónari framleiðendur heitgalvaniseringar hafa almennt betri gæðaeftirlit, sem leiðir til hærri kostnaðar.
Ⅲ. Hvernig á að greina á milli kalddýfingar og heitdýfingar
Sumir gætu sagt að jafnvel þótt þeir viti muninn á kaldþynntri og heitþynntri galvaniseringu, þá geti þeir samt ekki greint muninn. Þetta eru vinnsluaðferðir sem eru ósýnilegar berum augum. Hvað ef óheiðarlegur kaupmaður notar kaldþynntri galvaniseringu í stað heitþynntrar galvaniseringar? Reyndar er engin ástæða til að hafa áhyggjur. Kaldþynnt ogheitgalvaniseringeru frekar auðvelt að greina á milli.
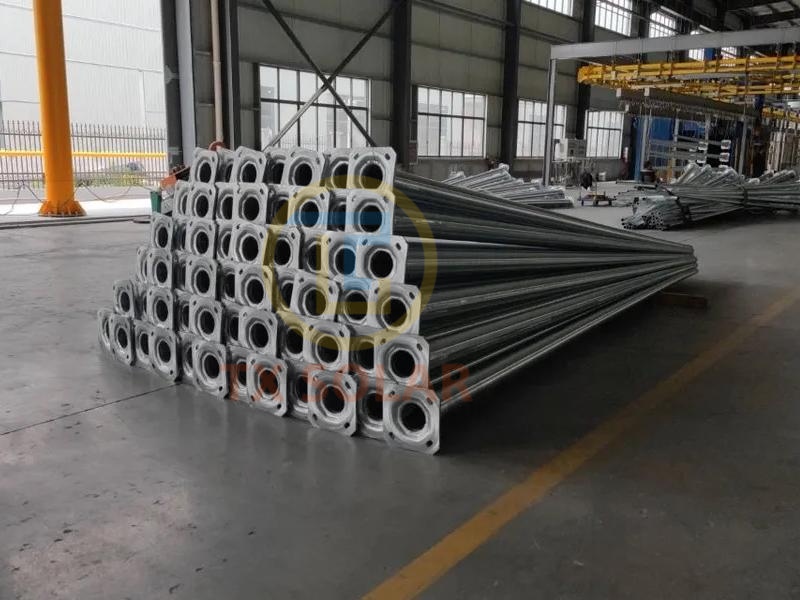
Kalddýfðar galvaniseruðu yfirborð eru tiltölulega slétt, aðallega gulleit-græn, en sum geta verið gljáandi, bláhvít eða hvít með grænleitum gljáa. Þau geta virst nokkuð dauf eða óhrein. Heitdýfðar galvaniseruðu yfirborð eru til samanburðar nokkuð hrjúfari og geta haft sinkblóm, en þau líta mjög björt út og eru almennt silfurhvít. Gefið gaum að þessum mismun.
Birtingartími: 5. nóvember 2025



